 Tiếng Việt
Tiếng Việt
 English
English
 中国
中国
 日本語
日本語
 한국인
한국인
- Về chúng tôi
-
Dịch vụ
Dịch vụ đánh giá - Cấp chứng nhận hệ thống quản lý tại ISOCERT
Dịch vụ đánh giá - Cấp chứng nhận Hợp quy sản phẩm tại ISOCERT
Dịch vụ đánh giá cấp - chứng nhận hợp chuẩn sản phẩm tại ISOCERT
Dịch vụ đánh giá cấp - chứng nhận hệ thống quản lý tại ISOCERT

Chứng nhận GMP - Thực hành sản xuất tốt
Chứng nhận ASEAN COSMETIC GMP - CGMP ASEAN
ISO 22716:2007 - Hướng dẫn Thực hành sản xuất tốt (GMP) cho mỹ phẩm
GMP HS - Thực hành sản xuất tốt thực phẩm bảo vệ sức khỏe
Chứng nhận VietGap
GLOBALG.AP Tiêu chuẩn Toàn cầu về Thực hành Nông nghiệp tốt
Dịch vụ GHP - Thực hành Vệ sinh tốt
GAP - Thực hành tốt sản xuất nông nghiệp
Phân tích mối nguy & điểm kiểm soát tới hạn (HACCP)
ISOCERT - Cung cấp dịch vụ Thử nghiệm, Kiểm nghiệm sản phẩm hàng hóa cho các doanh nghiệp có Độ chính xác cao - Công bằng - Khách quan.
-
Ngành
Tiêu chuẩn, kiểm soát chất lượng đất, nước, giống cây trồng và vật nuôi, nâng cao chất lượng sản phẩm, bảo vệ sức khỏe người tiêu dùng và thúc đẩy xuất khẩu nông sản.
VietGap trồng trọt
VietGap Chăn nuôi
VietGap Thủy sản
Hữu cơ trồng trọt
Hữu cơ chăn nuôi
Hữu cơ thủy sản
Mã số vùng trồng
Mã số mã vạch
Chuỗi liên kết
OCOP
Chuyển đổi số
Nhiệm vụ khoa học công nghệ
Hành chính công
Thiết kế Website
Xây dựng nhận diện thương hiệu
QCVN 01-183:2016
QCVN 02-31-1:2019
Truy xuất nguồn gốc
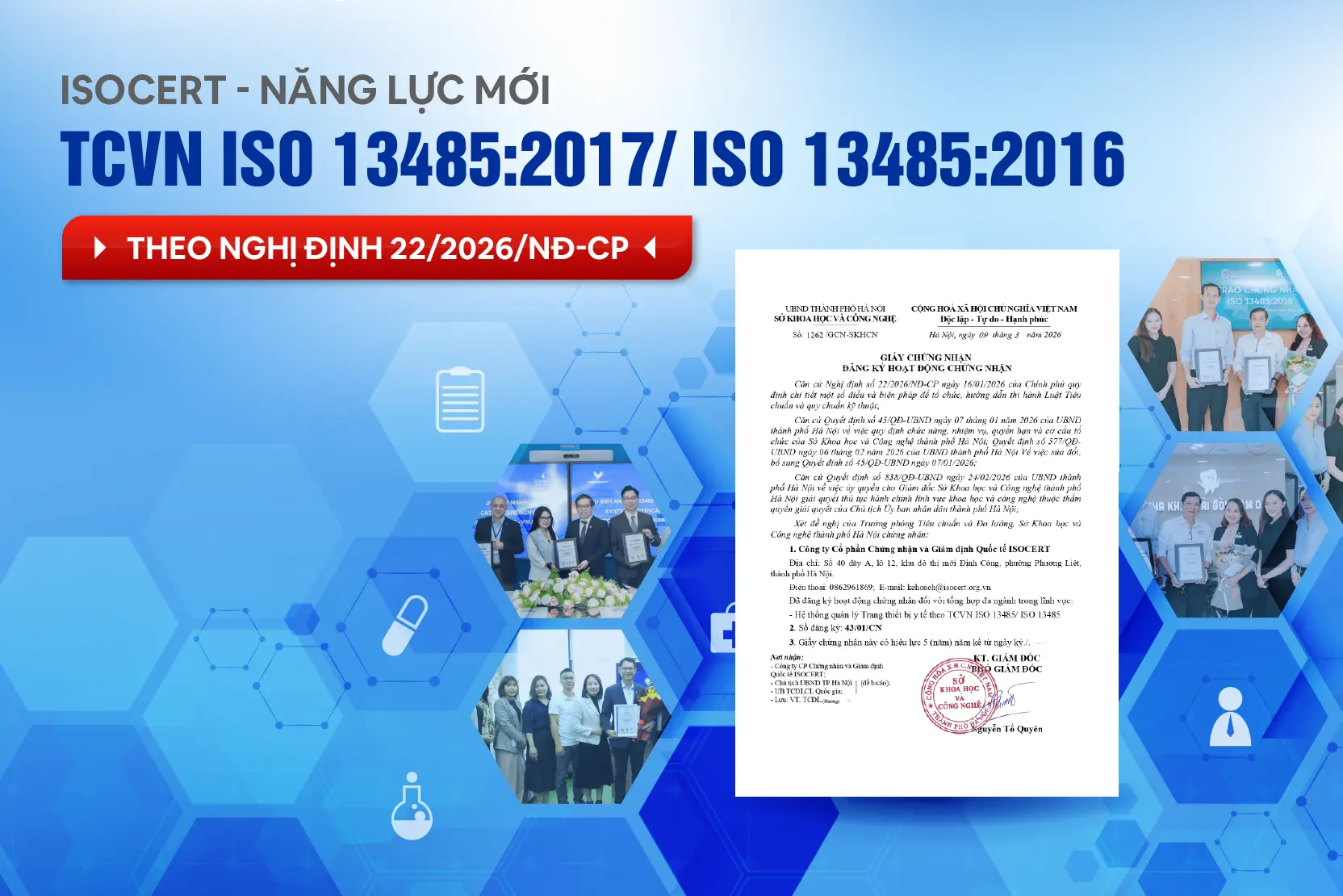
Tiêu chuẩn, kiểm soát chất lượng khám chữa bệnh, dược phẩm và trang thiết bị y tế.
Tiêu chuẩn, kiểm soát chất lượng công trình, vật liệu và thiết bị xây dựng, nâng cao chất lượng các dự án xây dựng, bảo vệ an toàn cho người sử dụng và thúc đẩy phát triển bền vững.
Tiêu chuẩn, kiểm soát chất lượng sản phẩm, quy trình sản xuất và phân phối, nâng cao chất lượng hàng hóa, bảo vệ quyền lợi người tiêu dùng và thúc đẩy phát triển kinh tế bền vững.
ISO 9001
ISO 14001
ISO 45001
ISO 27001
ISO 9001 - ISO 14001 - ISO 45001
QCVN 09:2015/BCT
QCVN 01:2017/BCT
Giám định thương mại
Giám định máy móc thiết bị
Giám định hàng hóa nhập khẩu
Tiêu chuẩn 5S
7 QC tools
TPM
KPI
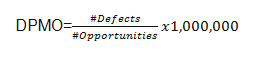
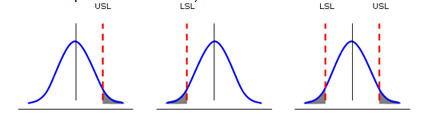
Lean 6 Sigma
CSR
Năng suất xanh
Kiểm kê khí nhà kính
Thiết kế Layout nhà xưởng
Sẵn sàng chuyển đổi số
Ngành công nghiệp
Tiêu chuẩn, kiểm soát chất lượng điều kiện làm việc, ATLĐ và các chương trình phúc lợi, nâng cao chất lượng cuộc sống cho người lao động và đối tượng chính sách, bảo vệ quyền lợi người dân và thúc đẩy phát triển xã hội bền vững.
Tiêu chuẩn, kiểm soát chất lượng không khí, nước, đất và quản lý rác thải, nâng cao chất lượng môi trường sống, bảo vệ sức khỏe cộng đồng và thúc đẩy phát triển bền vững.
Tiêu chuẩn, kiểm soát an toàn bảo mật thông tin, chất lượng thông tin, nâng cao chất lượng nội dung truyền thông và đảm bảo quyền lợi của người tiêu dùng, bảo vệ sự đa dạng thông tin và thúc đẩy phát triển truyền thông bền vững.
Tiêu chuẩn, kiểm soát chất lượng dự án, sử dụng nguồn lực và tài chính, đánh giá tác động môi trường và xã hội và đảm bảo bền vững phát triển kinh tế-xã hội.
Tiêu chuẩn, kiểm soát rủi ro tài chính, bảo mật an toàn thông tin, nâng cao tính minh bạch và trung thực trong thông tin tài chính, bảo vệ quyền lợi của nhà đầu tư và thúc đẩy sự ổn định và phát triển bền vững của hệ thống tài chính.
Nghị định và quy định nhà nước hỗ trợ nghiên cứu khoa học và phát triển công nghệ, nâng cao hiệu quả sáng tạo và đổi mới, thúc đẩy phát triển công nghệ hiện đại và bền vững.
- TRUY XUẤT NGUỒN GỐC


.jpg)








Bình luận